沧州铭添管道有限公司
诚信经营
价格合理
可按需求定制
全国咨询热线
182-3276-4999
欢迎来到沧州铭添管道有限公司!
×182-3276-4999

通过微信扫一扫
获取螺旋管今天价格

客户服务热线
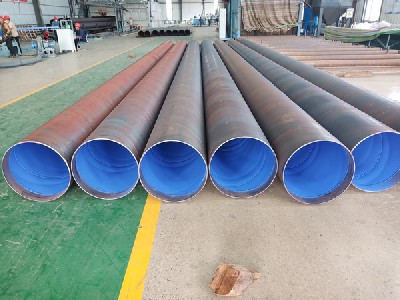
182-3276-4999螺旋钢管生产工艺简述:
1)工艺技术准备:根据钢管公称外径选择合理钢带宽度。根据原材料编制钢管焊接工艺参数,钢管检验工艺卡和生产计划单,下发给生产、检验各工序。
2)开卷工序:接到生产工艺卡后,按生产工艺要求把合格的钢带吊装在开卷机上,对钢带进行开卷、矫平。
3)钢带经矫平后运行到对焊工艺,由对焊岗位人员依据下发的焊接工艺参数进行对焊。
4)钢带对焊完毕后运行到圆盘剪工序,根据生产工艺卡规定的剪切量对钢带剪切毛边。
5)钢带剪边后运行到铣边工序,对钢带板边进行进一步处理,如去掉毛刺、超过8mm以上钢板铣去坡口等。
6)钢带铣边处理后运行到预弯工序,为在成型过程中避免小口径钢管焊缝形成“噘嘴”现象,对钢带边缘进行预弯处理。
7)钢带进入成型器,成型工根据下发的生产工艺卡工艺参数进行调型。
8)钢管成型后内焊工根据焊接工艺卡参数,对钢管实施内焊缝焊接。
9)钢管内焊完毕后,焊缝旋转半周到过钢管上方时,外焊工根据焊接工艺卡参数对焊缝实施外焊缝焊接。
10)在较小减径率的情况下,通过定径使钢管达到一定要求的尺寸精度和真圆度,并进一步提高钢管的外表质量。
11)钢管外焊完毕后继续向前运转,当钢管顶端到达客户要求的定尺长度时,通过光电感应器传送到等离子切割机,对钢管定尺切割。
12)如钢管焊缝有缺陷,按照补焊工艺卡通过人工修补,去除缺陷进入下一工序。
13)钢管运行到平头倒棱工序,对钢管管端进行加工处理,按照管端工艺卡进行加工,使钢管管端平直、坡口角度、顿边尺寸符合标准要求。
14)对每根钢管长度和重量进行测量,控制重量偏差和长度在标准范围内。
15)消除因剩磁问题造成的在钢管对焊时出现的磁偏吹现象,提高钢管对接焊接的焊缝质量。
16)根据标准和客户要求在钢管一端内、外壁喷涂标识。

本文版权归 沧州铭添管道有限公司 所有;本文共被查阅 1664 次。
当前页面链接:http://www.wapipe1.com/baike/1610.html
未经授权,禁止任何站点镜像、采集、或复制本站内容,违者通过法律途径维权到底!
期待与您的合作,欢迎给我们留言或直接拨打:182-3276-4999

留下您的信息,我们将第一时间和您取的联系!
版权所有:沧州铭添管道有限公司 Sitemap
24小时/热线:182-3276-4999 冀ICP备2021012226号-5
扫码添加微信好友