沧州铭添管道有限公司
诚信经营
价格合理
可按需求定制
全国咨询热线
182-3276-4999
欢迎来到沧州铭添管道有限公司!
×182-3276-4999

通过微信扫一扫
获取螺旋管今天价格

客户服务热线
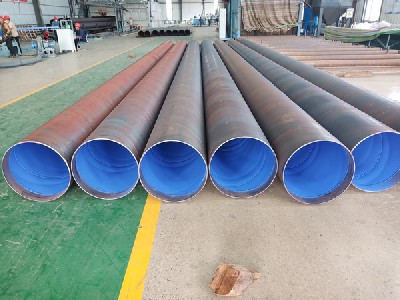
182-3276-4999GB/T3091-2015埋弧焊钢管焊接材料的选用:一、焊接材料:1.焊接材料包括焊条、焊丝、钢带、焊剂、气体、电极和衬垫等。2.焊接材料必须具有产品质量证明书,并符合相应的标准规定,经验收或复验合格后方可使用。2.妥善保护好外包装上的标志(包括型号、规格、净重、制造厂名称和生产日期等信息),以利于焊条、焊丝、焊剂的正确选用和可追溯性。3.焊接材料应满足用户提供图样规定的技术要求,并按GB/T3091-2015《低压流体输送用焊接钢管》和JB/T4708相关规定通过焊接工艺评定。4.焊接材料的选用原则:应根据母材(制作钢管用钢带)的化学成分、力学性能、焊接性能,并结合压力容器的结构特点、 使用条件及焊接方法综合考虑选用焊接材料,必要时通过试验确定。焊缝金属的性能应高于或等于相应母材标准定值的下限或满足用户提供图样规定的技术要求。5.常用双面埋弧焊接三大材料:普通碳素结构钢Q235A、Q235B,匹配的手工电弧焊条牌号是J422,焊条标准为GB/T5117;焊丝钢号为H08A或H08MNA,标准为GB/T12470;焊剂牌号为SJ301,标准号为GB/T5293。优质碳素钢20#,匹配的手工电弧焊条牌号是J422或J502,焊条标准为GB/T5117;焊丝钢号为H08MN,标准为GB/T12470;焊剂牌号为SJ301,标准号为GB/T5293。a)几种焊剂与焊丝匹配的特点:焊剂 SJ301、SJ401等与焊丝H08A配合,焊接低碳钢,焊缝质量优良,焊接效率高,可实现单面焊双面成形。b)焊剂SJ401、SJ402与焊丝H08A、H08E配合适于薄板和中厚板的焊接。抗气孔能力强,SJ402抗锈能力强,其中SJ402更适于薄板的高速焊接。c)焊剂SJ301、SJ302与焊丝H08A、H08E配合,焊接工艺性能良好,熔渣属“短渣”性质,焊接时不下淌。适于环缝的焊接,其中SJ302的脱渣性、抗吸潮性和抗裂性更好,焊剂的消耗量低。d)焊剂SJ501、SJ502、SJ503、SJ504与焊丝H08A、H08E、H08MnA配合,焊接工艺性能良好,易脱渣,焊缝成形美观。其中SJ501抗气孔能力强,主要用于多丝快速焊,特别适合双面单道焊,焊缝金属低温韧性好,适于中、厚板的焊接。

本文版权归 沧州铭添管道有限公司 所有;本文共被查阅 1547 次。
当前页面链接:http://www.wapipe1.com/industry/2314.html
未经授权,禁止任何站点镜像、采集、或复制本站内容,违者通过法律途径维权到底!
期待与您的合作,欢迎给我们留言或直接拨打:182-3276-4999

留下您的信息,我们将第一时间和您取的联系!
版权所有:沧州铭添管道有限公司 Sitemap
24小时/热线:182-3276-4999 冀ICP备2021012226号-5
扫码添加微信好友